




Профилегибочная машина для ограждения шоссе с возможностью горячей замены для изготовителей оборудования



Имея солидную кредитную историю предприятия, исключительное послепродажное обслуживание и современные производственные мощности, мы заработали выдающийся послужной список среди наших потребителей по всему миру за поставку OEM горячей продажи профилегибочной машины для ограждения шоссе. продукты и решения, чтобы помочь нашим покупателям определить долгосрочное взаимовыгодное партнерство.
Благодаря надежной кредитной истории предприятия, исключительному послепродажному обслуживанию и современным производственным мощностям мы заслужили выдающуюся репутацию среди наших потребителей по всему миру заКитай Профилегибочная машина для производства дорожных ограждений с возможностью горячей замены и Профилегибочная машина для производства дорожных ограждений, В нашей компании есть опытные инженеры и технический персонал, которые ответят на ваши вопросы о проблемах с техническим обслуживанием, некоторых распространенных неисправностях.Наша гарантия качества продукции, ценовые уступки, любые вопросы о товарах, не забудьте связаться с нами.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ
Материал: оцинкованный лист
Предел текучести сырья: 235 МПа
Внешний диаметр рулона: ≤Ф1200 мм
Внутренний диаметр катушки: Ф508мм
Ширина стальной полосы: ≤150 мм
Толщина стальной полосы: 2 мм
Вес рулона: ≤2000 кг
Площадь пола машины: 25000X3000X1800
ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС
Производственная линия осуществляется в соответствии со следующим процессом:
Размотка→Выравнивание Подача сервопривода→Пробивка→Формирование холодного рулона→Гидравлическая резка→Выгрузка материала
ОСНОВНЫЕ КОМПОНЕНТЫ
1. Разматыватель 1 компл.
Допустимый внутренний диаметр рулона: Ф508
Макс.допустимый наружный диаметр рулона: Ф1200мм
Макс.допустимая ширина рулона: 200 мм
Макс.несущий вес рулона: ≤2000 кг
2. Сервоподача 1 комплект
Максимальная скорость подачи: 30 м/мин.
Максимально допустимая ширина подачи: ≤200 мм
Допустимая толщина подачи ≤ 2 мм
Единичная ошибка подачи: ≤ ± 0,2 мм (допуск не суммируется)
Марка серводвигателя: Yaskawa (YASKAWA, японский)
Мощность серводвигателя: ≈3 кВт (в зависимости от окончательного проекта)
3. Штамповочная машина 1 компл.
Он принимает жидкий режим четырехколонного пресса, который является экономичным, применимым и быстрым.Расстояние пробивки регулируется в поперечном направлении листа, а шаг пробивки можно изменить с помощью электрической системы управления.
4. Профилегибочная машина 1 комплект
Материал арки: QT450.
Материал вала ролика: 40Cr, закаленный и отпущенный, твердость HRC45~50
Формирующий проход: 12 проходов
Диаметр вала формовочной машины: φ60 мм (в зависимости от окончательного проекта)
Мощность двигателя: около 30кВт (в зависимости от окончательного проекта)
Максимальная линейная скорость: 3~10 м/мин
5. Пневматическая последующая стрижка 1 комплект
Материал фрезы: Cr12MoV (твердость после закалки HRC58~62)
6. Гидравлическая система 1 комплект
Основными компонентами являются: масляный насос, двигатель, гидравлический клапан, электромагнитный клапан, фильтр и бак для гидравлического масла и т. Д. В гидравлической системе используется фильтр, а чистота масла гарантирована на уровне 6-8.
ОСНОВНЫЕ ЭЛЕКТРИЧЕСКИЕ КОМПОНЕНТЫ
| No | Наименование товара | Бренд |
| 1 | ПЛК | Мицубиси, Япония |
| 2 | Серводвигатель | Яскава, Япония |
| 3 | инвертор | Дельта (Тайвань, Китай) |
| 4 | Сенсорный экран | Винилон (Тайвань, Китай) |
| 5 | Низковольтные электрические компоненты | Омрон |
ОБРАЗЦЫ ЗАГОТОВКИ
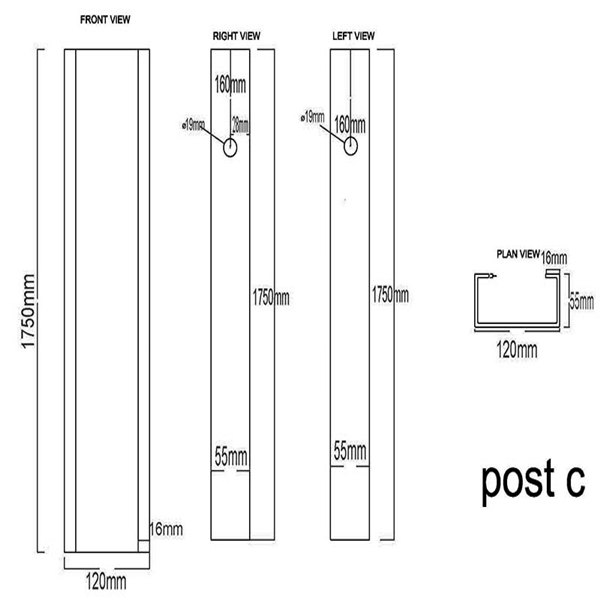

Станок для производства C-стойки ограждения скоростной автомагистрали представляет собой специальное оборудование для производства C-образной стойки ограждения скоростной автомагистрали.Он был специально разработан для формирования желаемого профиля и размеров задней стойки путем подачи рулона металла через ряд роликов, которые постепенно придают металлу желаемую форму.
Профилегибочная машина обычно состоит из набора роликов или формовочных станций, которые прикладывают давление и постепенно формируют из металла С-образный профиль.Также машина может иметь дополнительные рабочие места для резки, штамповки и выполнения других операций, необходимых для комплектации стоек.Процесс начинается с подачи непрерывного рулона металла в прокатный стан.
Затем металл пропускают через ряд роликов, которые постепенно придают ему С-образный профиль с желаемыми размерами и характеристиками.После того, как металл сформирован, он обрезается до нужной длины, и в столбах пробиваются все необходимые отверстия или прорези.
Готовые задние стойки, изготовленные на профилегибочном станке, затем используются в установках дорожных ограждений для обеспечения структурной поддержки и защиты.



